
Aperçu des processus de soudage efficaces
Les processus de soudage jouent un rôle crucial dans l'industrie manufacturière et dans les réparations, car ils permettent la liaison durable de matériaux dans diverses applications.Cela inclut des procédés tels que MMA, MIG-MAG, TIG et le découpage au plasma.
Dans cet article, nous examinerons plus en détail les différentes méthodes de soudage et leurs avantages et inconvénients respectifs.


MMA - Soudage à l'électrode
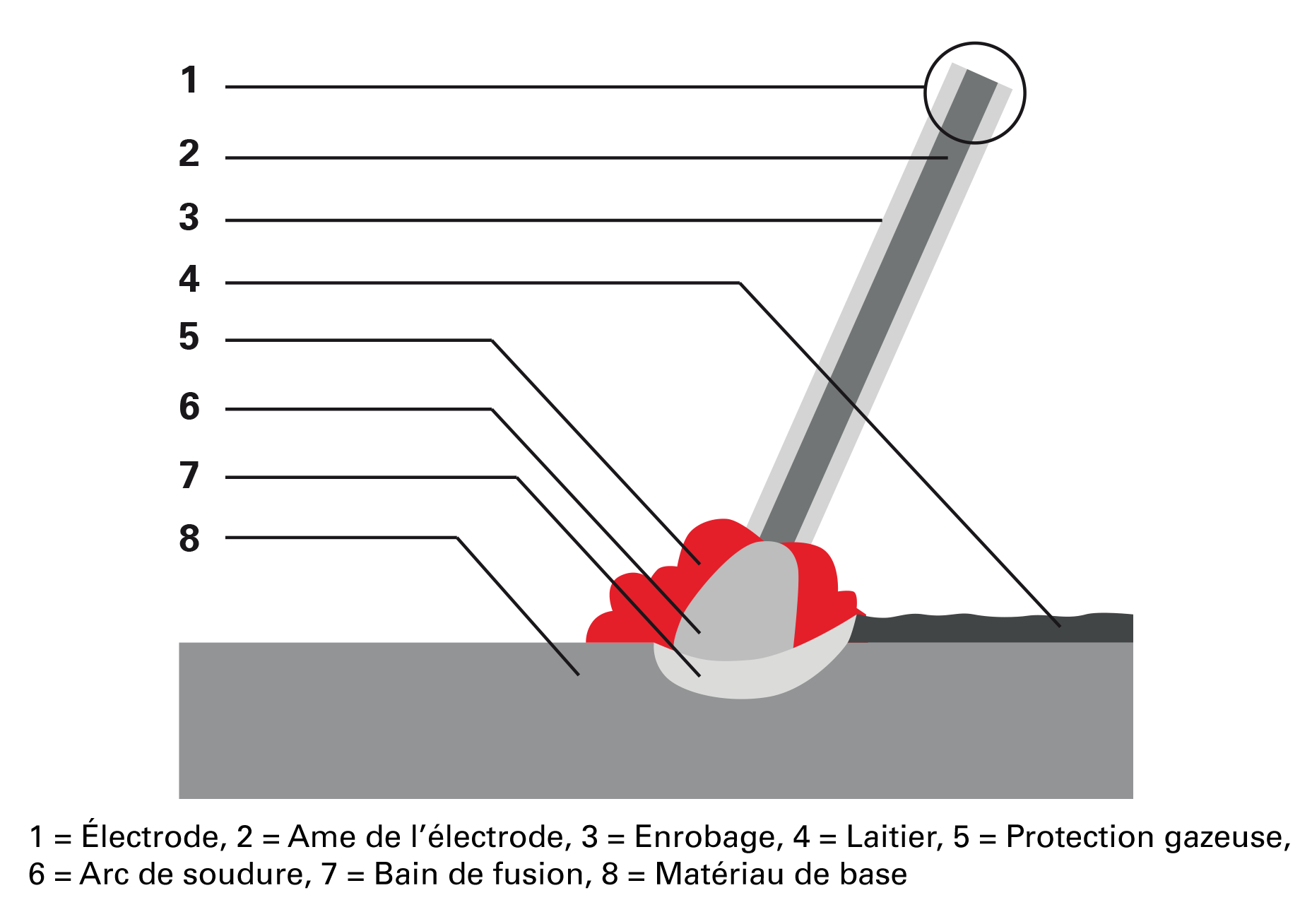
Une chaleur est créée par un arc électrique entre une électrode enrobée et le matériau de base, ce qui les fait fusionner.
L'enrobage de l'électrode protège le métal en fusion en créant une protection gazeuse lors de l'évaporation.
La partie fondue de l'enrobage de l'électrode devient un laitier de protection pour le bain de fusion, qui doit être enlevée après durcissement, généralement avec un marteau et une brosse.
Le soudage à l'électrode est simple et nécessite peu d'investissements initiaux. Il est excellent pour des interventions rapides comme des réparations, mais il est relativement lent et imprécis.
Le soudage MMA est particulièrement adapté pour les travaux en extérieur et dans des zones de soudage difficiles d'accès, y compris les aciers non alliés et faiblement alliés ainsi que les aciers résistant à la chaleur, qui sont par exemple utilisés pour des pièces soumises à des contraintes thermiques.
Connexion à polarité directe
Le câble de serrage (avec pince de porte-électrode) est connecté au pôle négatif (-) de la source de soudage et le câble de masse (avec pince de masse) est connecté au pôle positif (+). Il en résulte ainsi une connexion de polarité directe.
L'arc électrique dirige la chaleur générée vers la pièce à usiner et fait fondre celle-ci au niveau de la zone de soudure. De cette manière, l’ame de l’électrode fond et pénètre dans la liaison à souder. Le plus souvent, ce sont des électrodes rutile qui sont utilisées.
Veuillez consulter le mode d'emploi des électrodes spécifiques et de l'appareil de soudage.
Connexion à polarité inversée
Le câble de serrage (avec pince de porte-électrode) est connecté au pôle positif (+) de la source de soudage et le câble de masse (avec pince de masse) est connecté au pôle négatif (-). Il en résulte ainsi une connexion de polarité inversée.
La chaleur générée par l'arc se concentre principalement à l'extrémité de l'électrode.
Chaque type d'électrode nécessite un schéma de courant spécifique (AC - courant alternatif ou DC - courant continu), et dans le cas du DC, une polarité particulière. Par conséquent, le choix de l'électrode dépend également du type de générateur utilisé. Une utilisation incorrecte peut entraîner des problèmes de stabilité de l'arc et de qualité du cordon de soudure. Les électrodes les plus utilisées dans ce cas sont celles qui sont basiques, inoxydables et cellulosique.
Veuillez consulter le mode d'emploi des électrodes spécifiques et de l'appareil de soudage.





Processus de soudage MIG-MAG
(soudage sous gaz protecteur)
Il faut distinguer dans ce cas le soudage MIG et MAG, ces désignations faisant référence aux gaz utilisés.
MIG signifie Metal Inert Gas, qui n'engage aucune réaction chimique avec la fusion et est principalement utilisé pour les métaux non ferreux comme l'aluminium, mais aussi pour les aciers fortement alliés.
MAG signifie Metal Activ Gas, les gaz utilisés réagissant avec le bain de fusion pour en modifier la composition. C'est pourquoi le soudage MAG est souvent préféré pour les aciers non alliés ou faiblement alliés.
Dans les deux procédés, il s'agit de faire fusionner l'électrode, qui est constituée du même matériau ou d'un matériau similaire que la pièce à souder.
Le soudage au fil continu est un processus dans lequel la chaleur nécessaire au soudage est fournie par un arc électrique qui est maintenu entre la pièce à souder et le fil-électrode.
Lors du soudage MIG/MAG, un matériau d’apport ou un fil d’apport amorce l’arc électrique lorsqu’il entre en contact avec le composant. Le fil en fusion est utilisé comme matériau d’apport. Pour protéger l’arc électrique de l’oxygène réactif de l’environnement, un gaz de protection supplémentaire circule à travers la buse de gaz. Il chasse l’oxygène pendant le soudage, évitant ainsi l’oxydation de l’arc électrique et du bain de fusion.
Ce procédé de soudage est applicable à une variété de matériaux susceptibles d'être soudés, y compris des aciers alliés et non alliés, ainsi que des métaux non ferreux tels que l'aluminium, le cuivre, le zinc, le bronze et le laiton.Les appareils de soudage sous gaz protecteur sont utilisés pour le traitement des tôles minces, des tôles en fer ou en acier, des aciers plats, des profilés en U, des profilés en angle, de l'acier de construction ainsi que dans la construction de carrosseries et de véhicules.

Soudage FLUX
Lors du soudage au fil fourré continu, la chaleur de soudage requise est générée par un arc électrique entre la pièce à souder et le fil d'apport.
Un brûleur spécial alimente en permanence la zone de soudure avec le matériau d'apport (le fil lui-même). Le fil est rempli de poudre granuleuse, qui remplit les mêmes fonctions que le revêtement des électrodes enrobées, protégeant ainsi la zone soudée des erreurs d'oxydation et d'étanchéité.
Typique du soudage avec fil FLUX est qu'aucune bouteille de gaz n'est nécessaire et que des électrodes centrale en fil fourré sont utilisées.C'est semblable au soudage avec une électrode infinie.
Dans les processus FLUX sans gaz, une inversion de polarité entre la masse et le brûleur est requise.Il existe aussi des fils centraux qui fonctionnent sans inversion de polarité, mais qui nécessitent néanmoins une protection gazeuse.
MIG-MAG

FLUX

MIG-MAG
- Résultat avec une esthétique améliorée

FLUX
-
Résultat avec scories et éclaboussures






Processus de soudage TIG
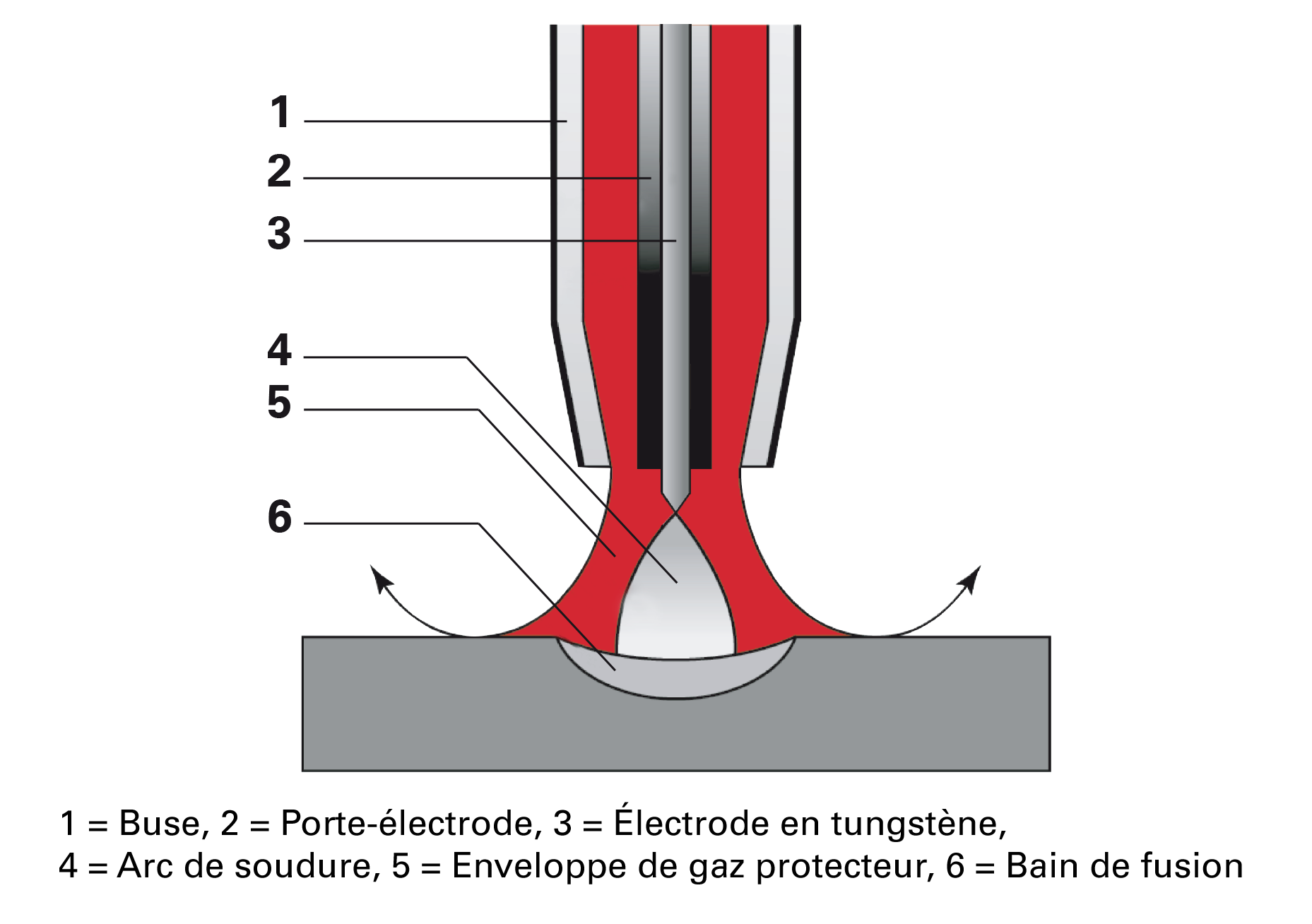
Dans le soudage TIG (= Tungstène Inert Gas), la chaleur nécessaire au soudage est produite par un arc électrique maintenu entre une électrode non consommable (en tungstène ou en alliage de tungstène) et la pièce à souder.
Le gaz protecteur protège la zone de soudage, le métal fondu et l'électrode non consommable des effets de l'air atmosphérique.Le gaz protecteur est acheminé par la buse, qui sert également de porte-électrode.
Dans le procédé TIG, soit un matériau d'apport (barre de soudure) est ajouté, soit le matériau de base est fondu par la chaleur de l'arc.
L'introduction manuelle du métal d'apport dans le bain de fusion permet d'obtenir des résultats plus précis, mais nécessite plus de temps et d'expérience par rapport à d'autres processus de soudage.
En règle générale, le soudage TIG fonctionne avec un courant alternatif, mais dans des cas exceptionnels, il peut également fonctionner avec un courant continu.
Forme d'électrode typique - DC
Pour l'utiliser en courant continu au pôle négatif, il est nécessaire d'aiguiser la pointe de l'électrode pour obtenir une forme conique.

Matériaux soudables avec DC :
- Acier et acier inoxydable
- Fonte
- Nickel
- Cuivre
- Titan
Forme d'électrode typique - AC
Lors du courant alternatif (soudage de l'aluminium), la pointe de l'électrode ne doit pas être aiguisée, car elle prend une forme sphérique pendant le soudage.

Matériaux soudables avec AC :
- Aluminium et alliages d'aluminium
- Alliages de magnésium
- Laiton
- Bronze



Découpage au plasma
Comme lors du soudage TIG, un arc est créé entre une électrode en tungstène et la pièce à travailler lors du découpage au plasma, ce qui génère un faisceau de plasma conductible.
Lorsque le faisceau de plasma touche la pièce, le matériau est chauffé à des températures extrêmement élevées (plus de 2000°C) et fond. En même temps, le matériau fondu est éliminé à grande vitesse avec de l'air comprimé. Cela crée une coupe propre et précise.


















