A hatékony hegesztési eljárások áttekintése
A hegesztési eljárások döntő szerepet játszanak a gyártóiparban és a javításokban, mivel lehetővé teszik az anyagok tartós összekapcsolását a különböző alkalmazások terén. Ezek közé tartoznak az olyan eljárások, mint az MMA, MIG-MAG, TIG és plazmavágás.
Ebben a cikkben közelebbről megvizsgáljuk az egyes hegesztési módszereket és azok előnyeit és hátrányait.


MMA - Elektródás hegesztés
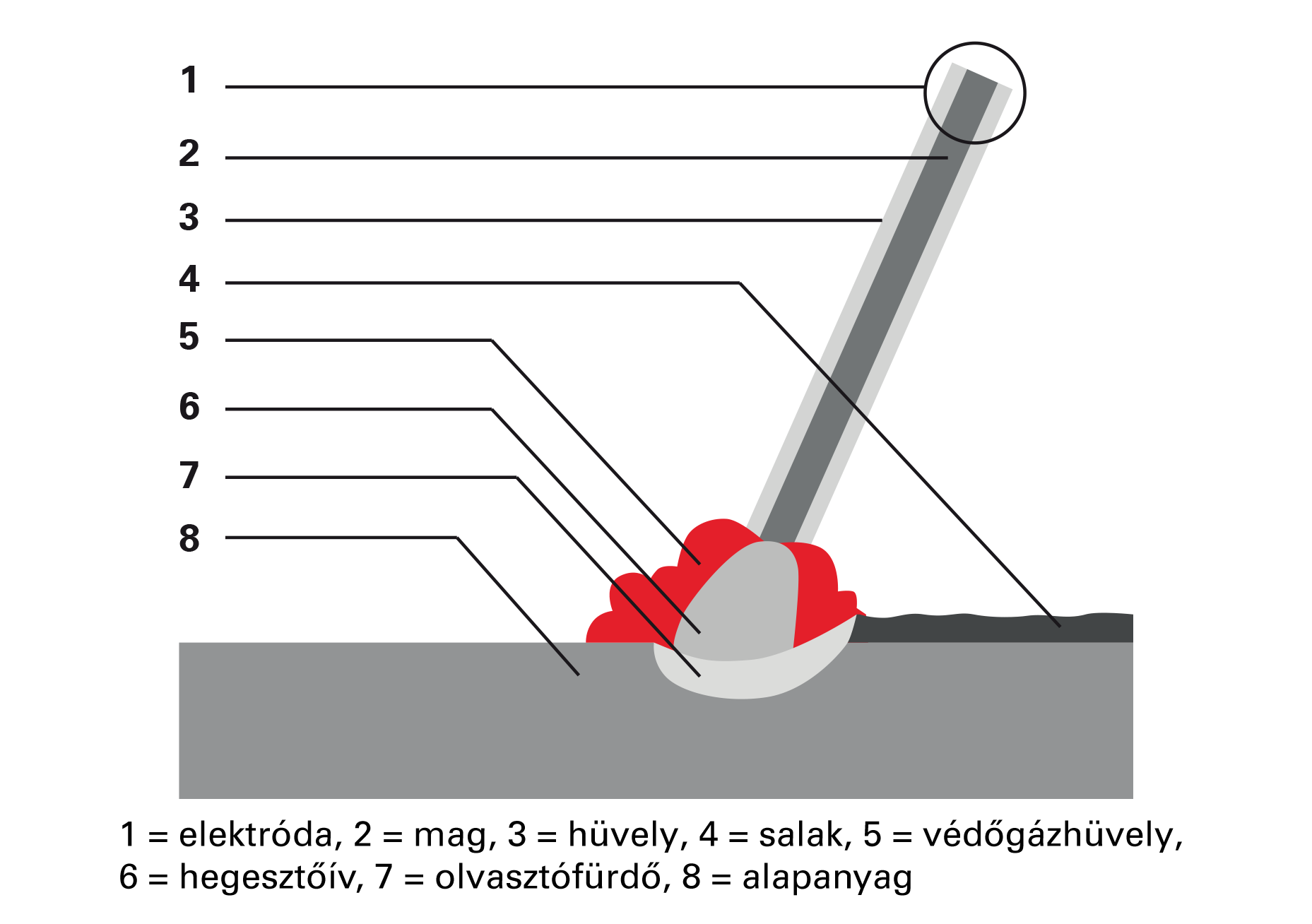
Az elektromos ív hőt termel a bevont elektróda és az alapanyag között, ami a két anyag összeolvadását okozza.
Az elektródabevonat védi az olvadt fémet azáltal, hogy a gőzölés során védőlégkört hoz létre.
Az elektródbevonat olvadt része az olvasztófürdő védősalakjává válik, amelyet a megkeményedés után el kell távolítani, ez általában kalapáccsal és kefével történik.
Az elektródás hegesztés egyszerű és kevés kezdeti beruházást igényel. Ideális gyors intézkedésekhez, például javításokhoz, de viszonylag lassú és pontatlan.
Az MMA hegesztés különösen alkalmas kültéri és nehezen hozzáférhető kötésekkel való munkavégzésre, beleértve az ötvözetlen és alacsonyan ötvözött, valamint a hőálló acélokat, amelyeket például hőterhelt alkatrészekhez használnak.
Közvetlen polaritású csatlakozás
A szorítókábel (elektródatartó bilinccsel) a hegesztőforrás negatív (-) pólusához, a földelő kábel (földelő bilinccsel) pedig a pozitív (+) pólusához csatlakozik. Ez teremti meg a közvetlen polaritású csatlakozást.
Az ív a keletkező hőt a munkadarabra irányítja, és a hegesztési ponton megolvasztja azt. Ily módon az elektróda magja megolvad és behatol a hegesztendő kötésbe. Itt leggyakrabban rutilelektródákat használnak.
Kérjük, tartsa be az adott elektródákra és a hegesztőgépre vonatkozó használati utasításokat.
Fordított polaritású csatlakozás
A szorítókábel (elektródatartó bilinccsel) a hegesztőforrás pozitív (+) pólusához, a földelő kábel (földelő bilinccsel) pedig a negatív (-) pólusához csatlakozik. Ez hozza létre a fordított polaritású kapcsolatot.
Az ív által termelt hő elsősorban az elektróda végén koncentrálódik.
Mindegyik elektródtípushoz meghatározott áramképre (váltakozó áram vagy egyenáram), egyenáram esetén pedig meghatározott polaritásra van szükség, így az elektróda kiválasztása a használt generátor típusától is függ. A helytelen használat az ív stabilitásával és a hegesztési varrat minőségével kapcsolatos problémákhoz vezethet. Itt leggyakrabban bázikus, rozsdamentes és cellulózt tartalmazó elektródákat használnak.
Kérjük, tartsa be az adott elektródákra és a hegesztőgépre vonatkozó használati utasításokat.





MIG-MAG hegesztési eljárás
(védőgázas hegesztés)
Itt különbséget teszünk a MIG- és a MAG-hegesztés között, és ezek a megnevezések az egyes esetekben használt gázokra utalnak.
A MIG a fém inert gáz rövidítése, amely nem lép kémiai reakcióba az olvadt fémmel, és elsősorban színesfémek, például alumínium, de magasan ötvözött acélok esetében is alkalmazzák.
A MAG a fém aktív gáz rövidítése, amelynek során a felhasznált gázok reakcióba lépnek az olvadt fémmel, és megváltoztatják annak összetételét. A MAG hegesztést ezért gyakran előnyben részesítik ötvözetlen vagy alacsonyan ötvözött acélok esetében.
Mindkét eljárás során megolvasztják az elektródát, amely ugyanabból vagy hasonló anyagból készül, mint a hegesztendő alkatrész.
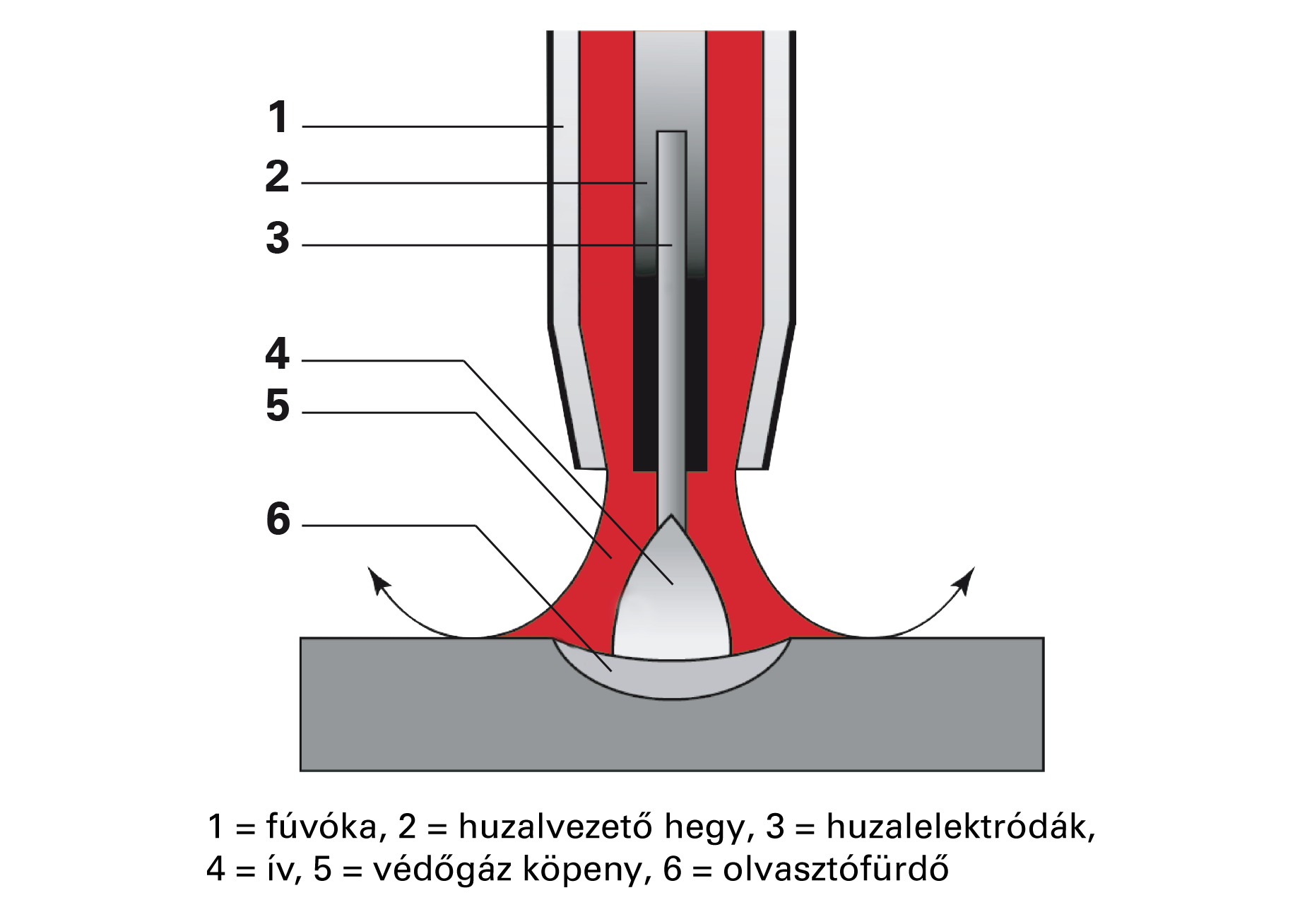
A folyamatos huzalos hegesztés olyan eljárás, amelyben a hegesztéshez szükséges hőt a munkadarab és az elektródhuzal között fennálló ív biztosítja.
A hegesztési területet egy speciális fáklyának köszönhetően folyamatosan táplálják a töltőanyaggal, az elektródhuzallal. A fáklya lehetővé teszi azt is, hogy a gázáramlás megvédje a huzalelektródát, az olvasztófürdőt, az ívet és az alapanyag környező területeit a légköri szennyeződéstől.
Ez a hegesztési eljárás a hegesztésre alkalmas anyagok széles skálájához alkalmazható, beleértve az ötvözött és ötvözetlen acélokat, valamint a színesfémeket, például alumíniumot, rezet, cinket, bronzot és sárgarezet. A védőgázas ívhegesztőket vékony fémlemezek, vas- vagy acéllemezek, lapos acél, U-profilok, szögprofilok, szerkezeti acél megmunkálására, valamint karosszéria- és járműépítésben használják.
FLUX hegesztés
A folyamatos FLUX huzalos hegesztésnél a szükséges hegesztési hőt a munkadarab és a hegesztőhuzal közötti ív hozza létre.
Egy speciális fáklya folyamatosan táplálja a hegesztési területet a töltőanyaggal (magával a huzallal). A huzal szemcsés porral van töltve, amely ugyanazt a funkciót tölti be, mint a bevont elektródák bevonata, és így védi a hegesztett területet az oxidációtól és a tömítési hibáktól.
A FLUX huzallal történő hegesztés jellemzője, hogy nincs szükség gázpalackra, és töltőhuzalból készült porbeles elektródákat használnak. Hasonló a végtelen elektródával történő hegesztéshez.
Gázmentes FLUX-folyamatoknál a föld és a fáklya közötti polaritást meg kell fordítani. Vannak olyan porbeles huzalok, amelyek polaritás megfordítása nélkül is boldogulnak, de továbbra is gázvédelmet igényelnek.
MIG-MAG

FLUX

MIG-MAG
- Jobb esztétikai eredmény

FLUX
-
Az eredménybe beleértve a salakot és a fröccsenést is






WIG hegesztési eljárás
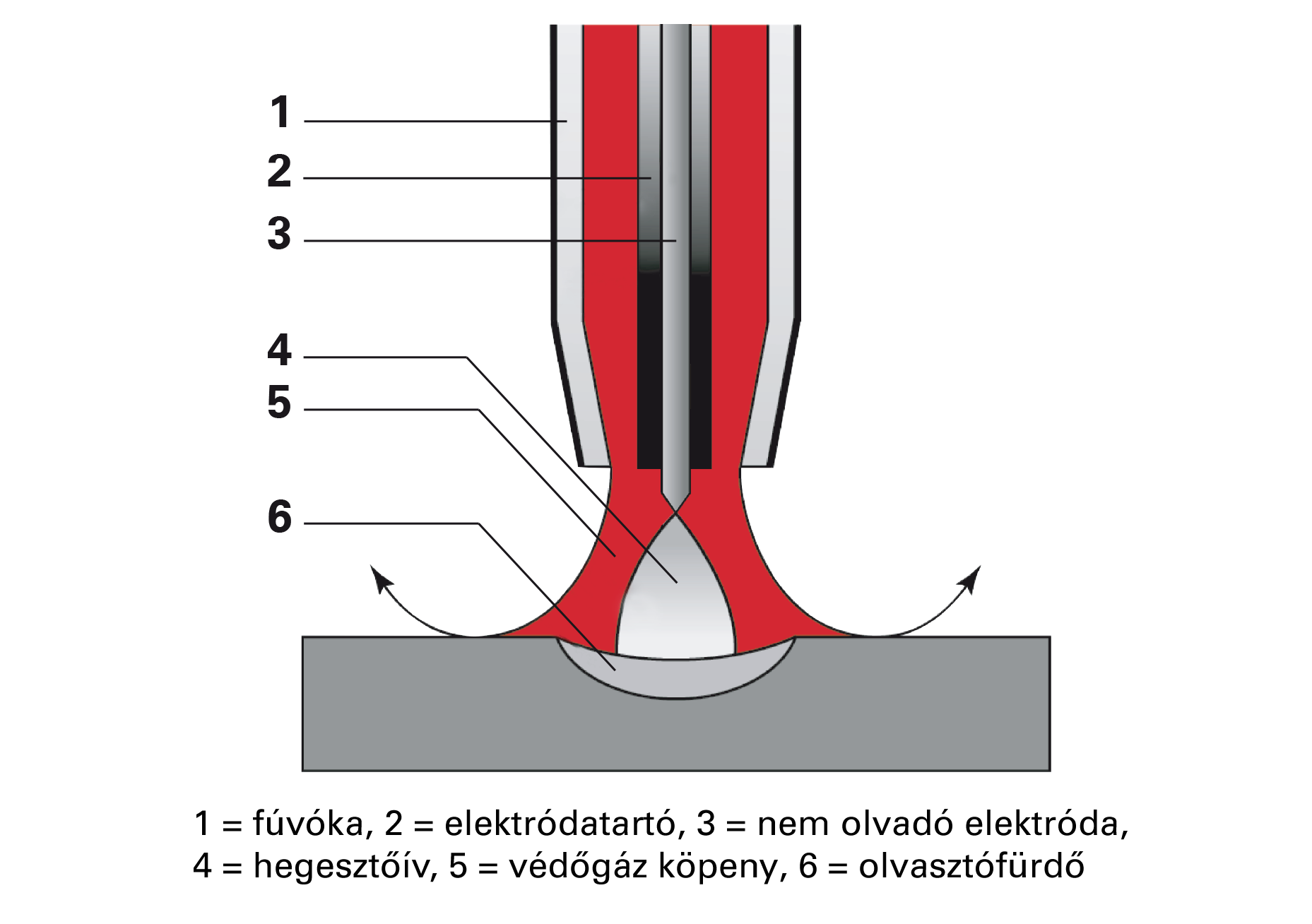
A WIG hegesztés (= volfrám inert gáz) során a hegesztéshez szükséges hőt egy ív termeli, amely egy nem elhasználódó elektróda (volfrám vagy volfrámötvözet) és a munkadarab között áll fenn.
A védőgáz megvédi a hegesztési zónát, az olvadt fémet és a nem olvadó elektródát a légköri levegő hatásaitól. A védőgázellátás a fáklyán keresztül történik, amely egyben elektródatartóként is szolgál.
A WIG eljárásban vagy egy töltőanyagot (hegesztőpálcát) adnak hozzá, vagy az alapanyagot olvasztják meg az ív hője által.
A töltőanyag kézi beillesztése a olvasztófürdőbe pontosabb eredményt hoz, de több időt és tapasztalatot igényel más hegesztési eljárásokhoz képest.
A WIG hegesztés általában váltóárammal, de kivételes esetekben egyenárammal is működik.
Tipikus elektróda alak - egyenáram
A negatív pólusú egyenáramban való használatához az elektróda hegyét ki kell élezni, hogy kúp alakú legyen.

Hegeszthető anyagok egyenáram esetén:
- Acél és nemesacél
- Öntöttvas
- Nikkel
- Réz
- Titán
Tipikus elektróda alak - váltóáram
Váltóáram esetén (alumínium hegesztése) az elektróda hegye nem lehet éles, mivel hegesztés közben gömb alakot vesz fel.

Váltóárammal hegeszthető anyagok:
- Alumínium és alumíniumötvözetek
- Magnézium ötvözetek
- Sárgaréz
- Bronz



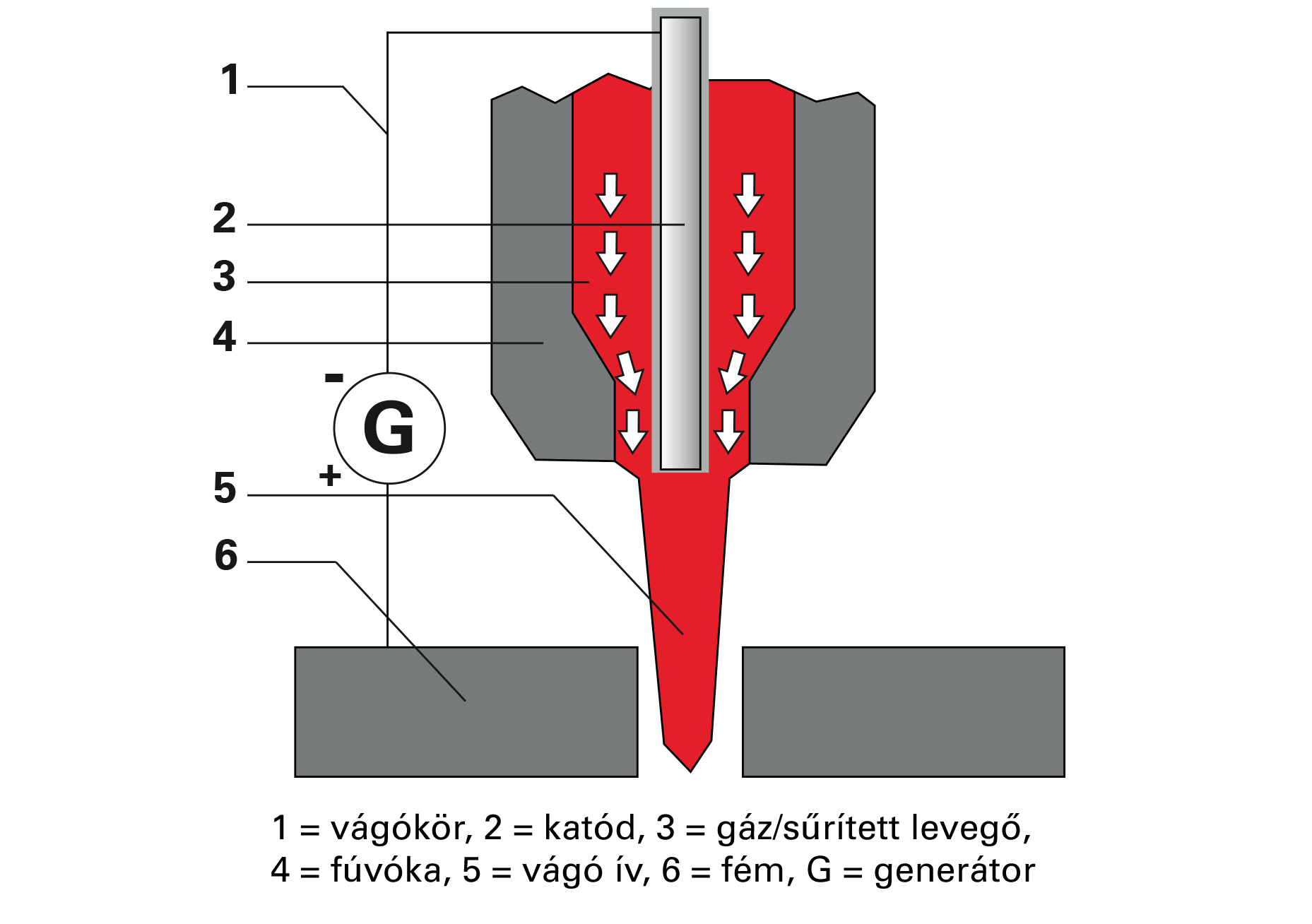
Plazmavágás
A WIG hegesztéshez hasonlóan a plazmavágás is íveket hoz létre a volfrámelektróda és a munkadarab között, és ezáltal egy elektromosan vezető plazmasugarat.
Amikor a plazmasugár a munkadarabhoz ér, az anyag rendkívül magas hőmérsékletre (2000 °C fölé) hevül és megolvad. Ezzel egyidejűleg az olvadt anyagot sűrített levegővel nagy sebességgel eltávolítják. Ez tiszta és pontos vágást eredményez.